Summary The friction stir weld of aluminum alloy is formed by plastic deformation and dynamic recrystallization. The grain in the weld zone is refined, and the dendrites are not welded. The microstructure is fine, and the heat affected zone is narrower than that during fusion welding. Defects such as cracks and pores have good overall performance. Compared with the traditional welding method, it has no splash, smoke, no need to add welding wire and shielding gas, and the joint performance is good. Because of the solid phase welding process, the heating temperature is low, and the microstructure change of the weld heat affected zone is small, such as the metastable phase remains basically unchanged, which is very advantageous for the heat treatment of the strengthened aluminum alloy and the precipitation strengthened aluminum alloy. The residual stress and deformation after welding are very small, and the aluminum alloy of the thin plate is basically not deformed after welding. Compared with ordinary friction welding, it is not limited by shaft parts, and can weld straight welds and fillet welds. The traditional welding process of welding aluminum alloy requires the removal of the oxide film on the surface and processing within 48 h, while the friction stir welding process only needs to remove the oil before welding, and the assembly requirements are not high. And friction stir welding saves energy and pollution less than fusion welding. Friction stir welding aluminum alloy also has certain shortcomings: 1 The speed of aluminum alloy friction stir welding is lower than that of fusion welding; 2 The welding parts have high requirements for clamping, and the welding parts require a certain pressure on the welding parts, and the back side requires a backing plate; 3 welding rear end head to form a residual hole of the mixing head, generally need to repair or mechanical resection; 4 the mixing head is poorly adaptable, different thickness of aluminum alloy sheet requires different structure of the mixing head, and the mixing head wears fast; 5 process is not yet Mature, currently limited to simple structural components, such as flat structures, circular structures. The parameters of the friction stir welding process are simple, mainly the rotation speed of the stirring head, the moving speed of the stirring head, the pressure of the welding part and the size of the stirring head. The lasers currently used are mainly CO 2 and YAG lasers. The CO 2 lasers have high power and are suitable for thick plate welding requiring high power. However, the absorption rate of the CO2 laser beam on the surface of the aluminum alloy is relatively small, causing a large amount of energy loss during the welding process. YAG laser generally has a relatively small power. The absorption rate of YAG laser beam on aluminum alloy surface is larger than that of CO2 laser. It can be transmitted by optical fiber, with strong adaptability and simple process arrangement. Next page Drinking Water Meter Series,Digital Drinking Water Tester,Drinking Water Meter ,Drinking Water Tester Meter Ningbo Safewell Plumbing Co., Ltd. , https://www.safewellbrass.com
Several advanced processes for aluminum alloy welding are introduced: friction stir welding, laser welding, laser-arc hybrid welding, and electron beam welding. An effective solution has been proposed for alloys that are not well welded and have been considered to be non-weldable. Several processes have advantages and can be welded to thick aluminum alloys.
Key words: aluminum alloy friction stir welding laser welding laser - arc hybrid welding electron beam welding
1 Characteristics of aluminum alloy welding
Aluminum alloy is widely used in various welded structural products due to its light weight, high specific strength, good corrosion resistance, non-magnetic properties, good formability and good low temperature performance. It is made of aluminum alloy instead of steel plate material for welding. Can be reduced by more than 50%.
There are several difficulties in the welding of aluminum alloy: 1 The aluminum alloy welded joint has softening and the strength coefficient is low, which is the biggest obstacle to the application of aluminum alloy. 2 The surface of the aluminum alloy is easy to produce refractory oxide film (Al2O3 has a melting point of 2060 °C). This requires the use of high-power density welding process; 3 aluminum alloy welding is easy to produce pores; 4 aluminum alloy welding is prone to hot cracks; 5 linear expansion coefficient is large, easy to produce welding deformation; 6 aluminum alloy thermal conductivity is large (about steel 4 times), the heat input is 2 to 4 times larger than the welded steel at the same welding speed.
Therefore, the welding of aluminum alloy requires an efficient welding method with high energy density, small welding heat input, and high welding speed.
2 Advanced welding process for aluminum alloy
In view of the difficulties in aluminum alloy welding, several new processes have been proposed in recent years, and have been applied in transportation, aerospace, aviation and other industries. Several new processes can solve the difficult problems of aluminum alloy welding, and the joint performance after welding is good. And can weld aluminum alloys that were previously poorly welded or not solderable.
2. 1 friction stir welding of aluminum alloy
Friction Stir Welding (FSW) is a new solid-state plastic joining process proposed by the British Welding Institute TWI (The Welding Institute) in 1991 [1~2]. Figure 1 is a schematic diagram of friction stir welding [3]. The working principle is that a special type of stirring head is inserted into the workpiece to be welded, and the stirring friction between the workpiece and the workpiece is performed by the high-speed rotation of the stirring head, and the friction generates heat to make the metal in the thermoplastic state, and under the pressure of the stirring head The front end is plastically flowed to the rear, thereby welding the weldments together. Figure 2 shows the friction stir welding process [4]. Since there is no metal melting during the friction stir welding process, it is a solid connection process, so there are no defects of welding during welding, and it is possible to weld non-ferrous materials such as aluminum and high-strength aluminum alloy which are difficult to weld by fusion welding. , copper alloys, titanium alloys, and dissimilar materials, composite materials welding. At present, friction stir welding is widely used in the welding of aluminum alloys. Aluminum alloys that have been successfully friction stir welded include 2000 series (Al-Cu), 5000 series (Al-Mg), 6000 series (Al-Mg-Si), 7000 series (Al-Zn), 8000 series (Al) - Li) and so on. It has been abroad. In the industrial production stage, this technology has been applied in Norway to weld structural members with a length of 20 m on the speedboat. The Lockheed Martin Aerospace Corporation used this technology to weld low temperature container rocket structural parts of aluminum alloy storage liquid oxygen.
2.2 Laser welding of aluminum alloy
Laser and aluminum alloy welding technology (Laser Welding) is a new technology developed in the past decade. Compared with the traditional welding process, it has the characteristics of strong function, high reliability, no need for vacuum conditions and high efficiency. The utility model has the advantages of large power density, low total heat input, large penetration of the same heat input, small heat affected zone, small welding deformation, high speed and easy industrial automation, and has great application advantages for the heat-treated aluminum alloy. Increases processing speed and greatly reduces heat input, which increases productivity and improves weld quality. When welding high-strength and large-thickness aluminum alloys, the traditional welding method is impossible to single-pass weld, and the laser deep-welding forms a large-depth keyhole, and the keyhole effect can be achieved.
Laser-welded aluminum alloy has the following advantages: 1 high energy density, low heat input, small amount of thermal deformation, narrow melting zone and heat-affected zone and deep penetration; 2 high cooling rate to obtain fine weld structure and good joint performance; Compared with contact welding, laser welding eliminates the need for electrodes, so it reduces man-hours and costs; 4 does not require vacuum atmosphere during electron beam welding, and the shielding gas and pressure can be selected, the shape of the workpiece to be welded is not affected by electromagnetic, and X is not generated. Ray; 5 can weld the metal material inside the closed transparent object; 6 laser can be used for long-distance transmission of optical fiber, so that the process adaptability is good, with the computer and robot, can realize the automation and precise control of the welding process.
When welding large-thickness aluminum alloys, the traditional welding method is impossible to single-pass weld, and the laser deep-welding forms a large-depth keyhole, and the keyhole effect can be achieved. Figure 3 shows the shape of the small hole during laser welding. Figure 4 is a schematic diagram of laser deep penetration welding [5]. 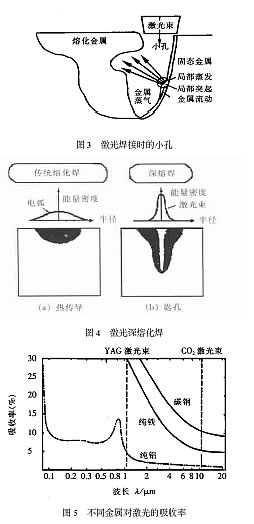
The laser welding of aluminum and aluminum alloys is difficult. The absorption of radiant energy by aluminum and aluminum alloy is very weak. The initial absorption rate of the surface of the CO 2 laser beam (wavelength is 10.6 μm) is 1.7 %; the wavelength of the YAG laser beam (wavelength is 1). . 06 μm) The absorption rate is close to 5%. Figure 5 shows the absorption of laser light by different metals. It is more complicated, and the electrode burns and the arc swings when the arc is triggered by high frequency. The stability after arcing is not strong, and at the high temperature of the arc, the electrode is quickly burned. However, the combination of laser and plasma arc can significantly improve the penetration and welding speed [11].
There are many controllable parameters in the aluminum alloy laser-arc hybrid welding process, mainly in the following aspects. 1 laser power and arc current voltage, etc.: The composite welding has lower laser power requirements, and the power factor has a great influence on the process. The larger the laser power, the greater the penetration depth, and the influence is much greater than the penetration depth of the laser alone. The influence of the arc power supply increases, the width of the melting zone increases, and the heat affected zone increases. If a pulsed YAG laser is used, the pulse frequency and width can be adjusted to improve the process stability and reduce the formation of pores. 2 Welding speed parameters: with welding The increase of speed, the welding heat input is reduced, the weld penetration is reduced, and the different welding speeds affect the keyhole, which affects the stability of the welding; 3 The distance between the laser and the arc center: within a certain range, the laser The smaller the distance from the arc center to the DLA11, the greater the penetration depth. At this time, increasing the arc current not only increases the melting width, but also increases the penetration depth. 4. The laser and arc matching method: internationally, the research on composite welding generally uses laser vertical incidence, arc and The laser beam is angled, lasered along the welding direction or before or after the arc, different design arrangements The process stability of composite welding and the formation of weld pores and cracks; 5 The influence of filler material: supplement the burning loss of alloying elements by filling welding wire and powder, increase weld strength, improve process performance and prevent hot crack; 6 protective gas Composition and flow rate: The shielding gas in composite welding is generally Ar, He or Ar/He mixed gas. Ar has low ionization energy, is easy to form plasma, and forms a coupling with laser beam photons, which is not conducive to protection, so pure He gas is purer than pure Ar gas protection is good, but from the economic point of view, Ar gas is more economical. Foreign countries use Ar75%+He25% mixed gas protection for laser welding, which has good effect and can improve process performance. There are other factors, such as the cleaning of the aluminum alloy surface before welding, the removal of oxide film, and post-weld heat treatment. When welding high-strength thick-plate aluminum alloy, multi-pass welding process can be used to achieve complete penetration welding, but thick-plate aluminum alloy welding is prone to problems such as pores, hot cracks and weld softening, and the process is complicated. Thick aluminum alloy welding is severely deformed, so some anti-deformation processes must be used [10~12].
2.4 Electron beam welding of aluminum alloy
Electron beam welding refers to a welding method in which a concentrated high-speed electron flow is used to bombard the heat generated at the joint of the workpiece in a vacuum environment to fuse the metal to be welded. The outstanding characteristics of electron beam as welding heat source are high power density, strong penetrating ability, precise, fast, controllable and good protection effect. For aluminum alloy electron beam welding, due to the high energy density, the heat affected zone can be greatly reduced, the strength of the welded joint can be improved, and defects such as hot cracks can be avoided. Due to the high energy density and strong penetrability, it is possible to weld aluminum alloy thick plates that are difficult to weld.