ã€Abstract】 According to the structural characteristics and technical requirements of the 360 ​​m2 sintering machine trolley intermediate, the design of reasonable sand mixing, modeling, molten iron smelting and spheroidizing treatment. Through production practice, the whole process design is reasonable, which provides practical experience for the production of complex ductile iron castings. First, the structure and technical requirements of the trolley intermediate The contour of the 360m2 trolley has a contour size of 4514mm × 1486mm × 440mm, a gross weight of about 5t, and a main wall thickness of 40 to 50mm. Castings are not allowed to have casting defects such as cracks and shrinkage holes that affect strength. The material is QT500-7. Mechanical properties: σb ≥ 500 MPa, δ ≥ 7 %. Metallographic organization: spheroidization size ≥ 5, spheroidization level ≤ 4 levels. Second, the sand mixing process 1. Selected raw materials and ratio Next page Sensor Light,Led Wrap Light,Storage Lighting,Basement Light,High Bay Light SHENZHEN LITEHOME OPTOELECTRONIC TECHNOLOGY CO., LTD. , https://www.litehomelight.com
The sintering machine trolley is an important spare part of the sintering machine. The working environment is harsh and the mechanical properties are high. There are not many manufacturers capable of producing this type of sintering machine trolley in China. In 2005, our company for the first time undertook the production and production of 326 sintering machine trolleys for the iron front system of Maanshan New District. Under the premise of no mature experience, exploring the complete set of operation technology can not only ensure the internal and external quality of the casting, but also improve the production efficiency. At the same time, it is of great significance for our company to open up the market and create a series of branded products. Therefore, the design of a reasonable casting process and effective production process control is the key to quality and quantity to complete the production task.
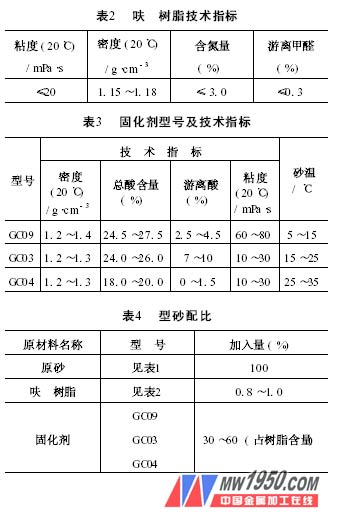
(1) The technical indicators of raw sand are shown in Table 1.
(2) Furan« resin technical indicators are shown in Table 2.
(3) The curing agent model and technical indicators are shown in Table 3.
(4) The proportion of molding sand is shown in Table 4. 
2. Sand mixing process
It adopts continuous sand mixer, pneumatic sand feeding, spiral stirring feeding, successively adding curing agent and resin, and continuous sanding (PLC control). The mixing process is as follows: quartz sand + p-toluenesulfonic acid stirred for 1 min + fur « resin was stirred for 1 min to produce sand.
3. Sand quality control
The amount of the resin to be added is controlled at 0.8% to 1.0%, and the amount of the curing agent is adjusted in the range of 30% to 60% according to the change of the ambient temperature, and the usable time is 15 minutes (12 to 0 minutes). 4 至1. 4MPa。 30 to 40min, 24h compressive strength (final strength) is 1. 1 ~ 1. 4MPa.